

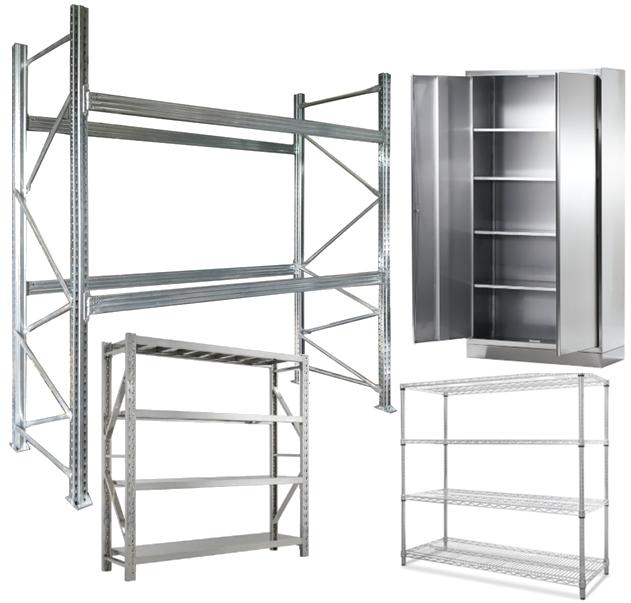







Multi Industry use cleanroom equipment, Pharmaceutical, Medical, Food Processing, Technology, Laboratory, Testing, Manufacturing, Semiconductors, Bio Labs, Chemical Manufacturing, Nanotechnology and many more industries requiring product integrity, safety and prevention of contamination.